Besiūlių plieninių vamzdžių vystymosi istorija
Besiūlių plieninių vamzdžių gamyba turi beveik 100 metų istoriją. Vokiečių broliai Mannesmannai pirmieji 1885 m. išrado dviejų valcų kryžminio valcavimo perforatorių, o 1891 m. – periodinį vamzdžių valcavimo stakles. 1903 m. šveicarų RC Stiefel išrado automatinį vamzdžių valcavimo stakles (dar vadinamas viršutiniu vamzdžių valcavimo staklėmis). Vėliau atsirado įvairios prailginimo mašinos, tokios kaip nepertraukiamo veikimo vamzdžių valcavimo staklės ir vamzdžių kėlimo staklės, kurios pradėjo formuoti šiuolaikinę besiūlių plieninių vamzdžių pramonę. Ketvirtajame dešimtmetyje, naudojant trijų valcų vamzdžių valcavimo stakles, ekstruderį ir periodinį šalto valcavimo staklę, pagerėjo plieninių vamzdžių įvairovė ir kokybė. Septintajame dešimtmetyje, patobulinus nepertraukiamo veikimo vamzdžių valcavimo stakles ir atsiradus trijų valcų perforatoriams, ypač sėkmingai panaudojus įtempimo mažinimo stakles ir nepertraukiamo liejimo ruošinius, pagerėjo gamybos efektyvumas ir padidėjo besiūlių ir suvirintų vamzdžių konkurencingumas. Aštuntajame dešimtmetyje besiūliai ir suvirinti vamzdžiai neatsiliko, o pasaulinė plieninių vamzdžių gamyba didėjo daugiau nei 5 % per metus. Nuo 1953 m. Kinija teikė didelę reikšmę besiūlių plieninių vamzdžių pramonės plėtrai ir iš pradžių sukūrė visų rūšių didelių, vidutinių ir mažų vamzdžių valcavimo gamybos sistemą. Paprastai variniams vamzdžiams taip pat taikomi ruošinių valcavimo ir pradurimo procesai.
Besiūlių plieninių vamzdžių pritaikymas ir klasifikavimas
Taikymas:
Besiūliai plieniniai vamzdžiai yra ekonominės paskirties plienas, atliekantis labai svarbų vaidmenį šalies ekonomikoje. Jie plačiai naudojami naftos, chemijos pramonėje, katilinėse, elektrinėse, laivuose, mašinų gamyboje, automobilių, aviacijos, kosmoso, energetikos, geologijos, statybos, karinės pramonės ir kituose sektoriuose.
Klasifikacija:
① Pagal skerspjūvio formą: apskrito skerspjūvio vamzdis ir specialaus skerspjūvio vamzdis.
2 pagal medžiagą: anglinio plieno vamzdis, legiruotojo plieno vamzdis, nerūdijančio plieno vamzdis ir kompozicinis vamzdis.
③ pagal prijungimo būdą: srieginis jungiamasis vamzdis ir suvirintas vamzdis.
4 pagal gamybos būdą: karšto valcavimo (ekstruzijos, kėlimo ir plėtimo) vamzdžiai ir šalto valcavimo (tempimo) vamzdžiai.
5 pagal paskirtį: katilo vamzdis, naftos gręžinio vamzdis, vamzdyno vamzdis, konstrukcinis vamzdis ir cheminių trąšų vamzdis.
Besiūlių plieninių vamzdžių gamybos technologija
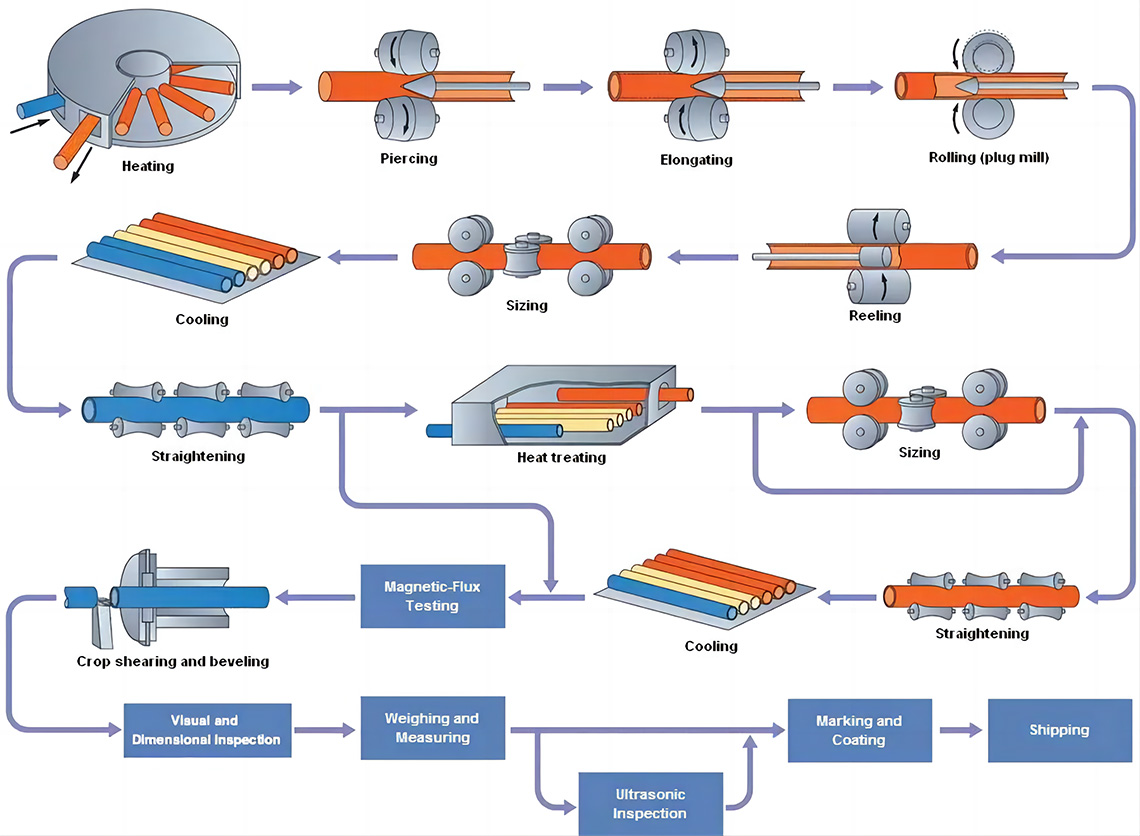
① Karšto valcavimo besiūlių plieninių vamzdžių pagrindinis gamybos procesas (pagrindinis tikrinimo procesas):
Vamzdžių ruošinių paruošimas ir tikrinimas → vamzdžių ruošinių kaitinimas → perforavimas → vamzdžių valcavimas → neapdoroto vamzdžio pakartotinis kaitinimas → klijavimas (mažinimas) → terminis apdorojimas → gatavo vamzdžio tiesinimas → apdaila → tikrinimas (neardomasis, fizinis ir cheminis, stendinis bandymas) → sandėliavimas.
② Pagrindiniai šalto valcavimo (tempimo) besiūlių plieninių vamzdžių gamybos procesai
Ruošinio paruošimas → marinavimas ir tepimas → šaltasis valcavimas (tempimas) → terminis apdorojimas → tiesinimas → apdaila → patikrinimas.
Karšto valcavimo besiūlių plieninių vamzdžių gamybos proceso schema yra tokia:
Įrašo laikas: 2023 m. rugsėjo 14 d.